Danh mục sản phẩm
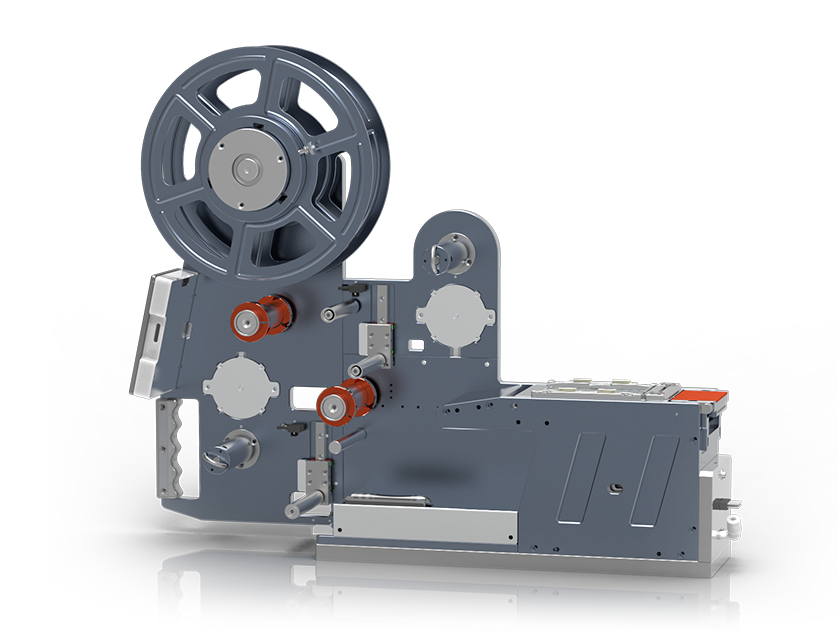
RED-CMF-S
Bộ cấp liệu ngắn
Tích hợp gọn gàng trong dây chuyền
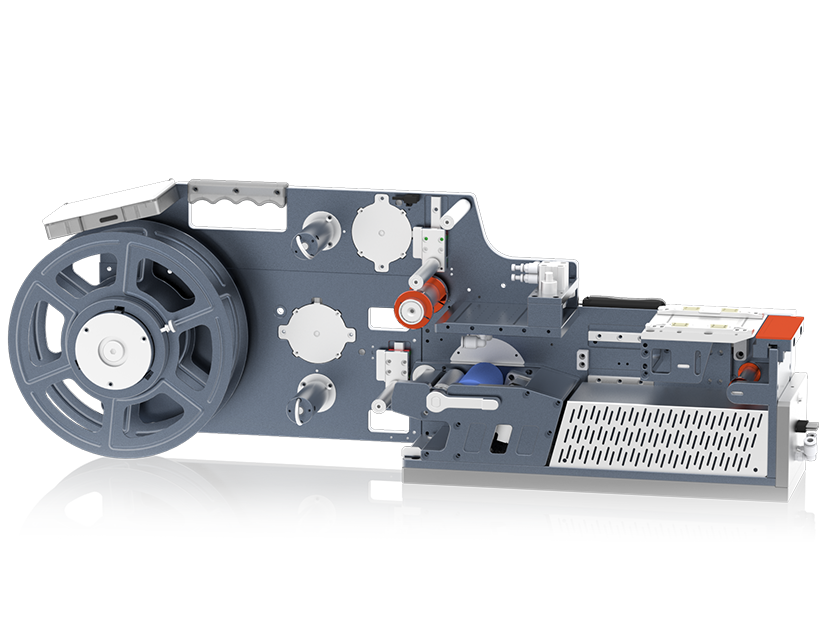
RED-CMF-L
Bộ cấp liệu dài
Thay cuộn dễ dàng bên ngoài máy
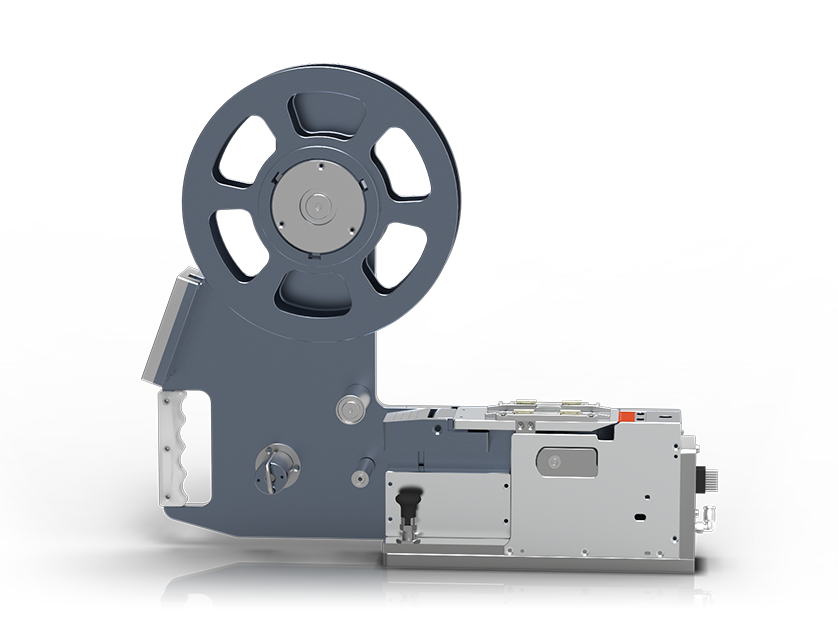
ARD-CPF-S
Bộ cấp liệu ngắn nhỏ gọn
Tối đa hóa bố cục trong không gian hạn chế
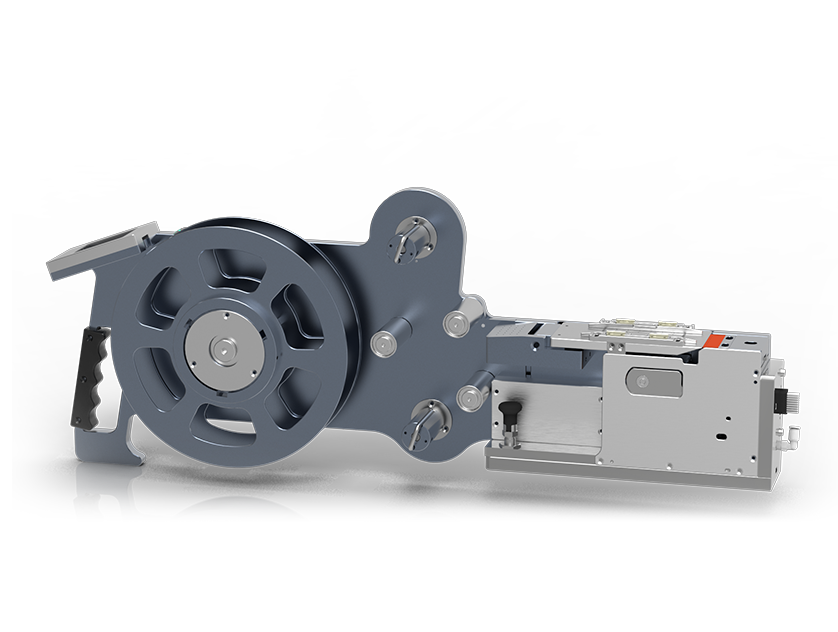
ARD-CPF-L
Bộ cấp liệu dài nhỏ gọn
Dung lượng cuộn cao hơn trong cùng diện tích
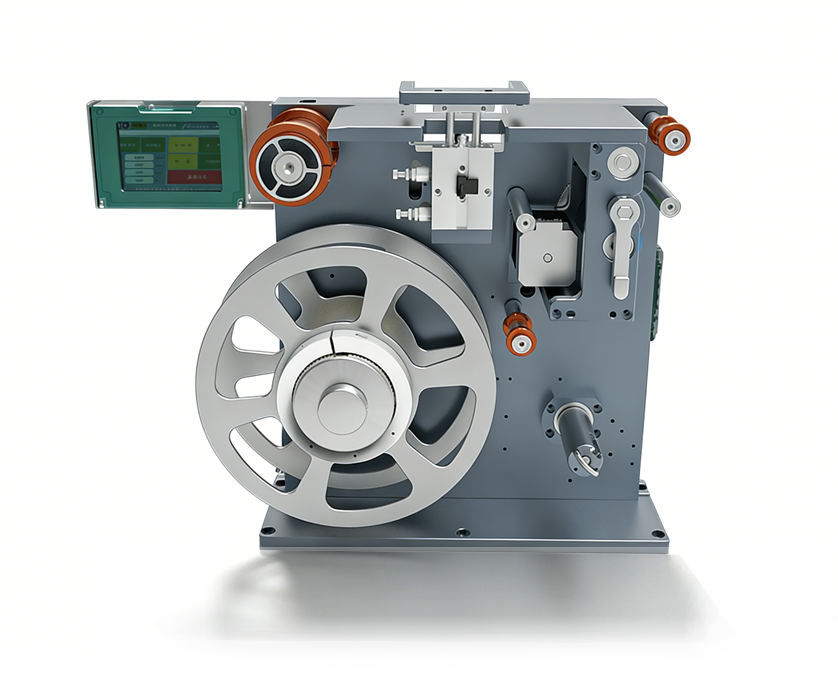
ARD-LBSD100-S
Bộ cấp liệu nâng đẩy trước
Được tùy chỉnh cho vật liệu cắt khuôn không khoảng cách và độ bám dính mạnh
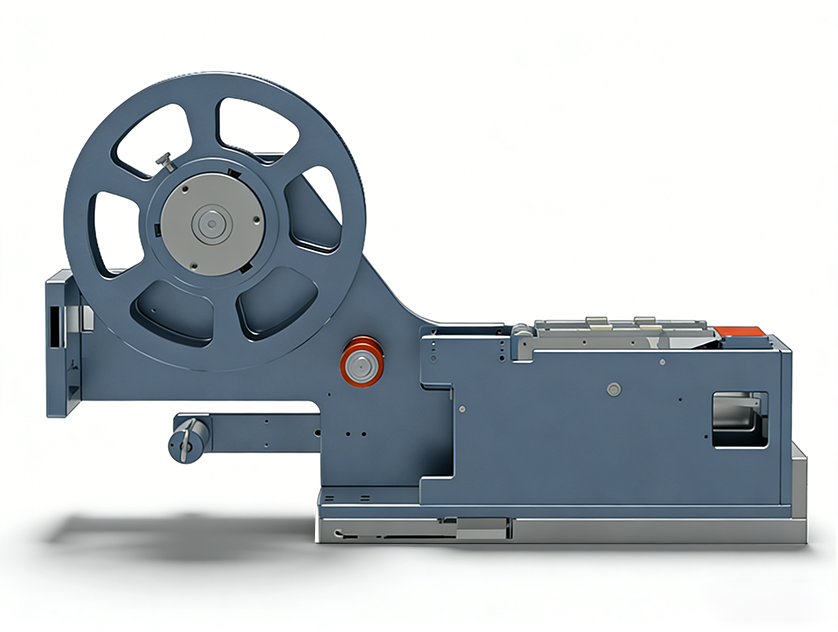
RED-CMF
Bộ cấp liệu dễ bóc
Tối ưu cho vật liệu nhãn dễ tách
Kịch bản ứng dụng
Nguyên lý cấp liệu
Ưu điểm chính
Kiến trúc bóc trước cho phép bóc nhiều hàng trong một lần, đạt năng suất rất cao. Cơ chế đơn giản, dễ vận hành và bảo trì, mang lại lợi thế chi phí rõ ràng cho hầu hết các ứng dụng màng và nhãn cắt khuôn. Độ chính xác của bộ cấp liệu ±0.3mm.
Hạn chế
Vì băng được đẩy lên nền chống dính bởi lực căng lớp lót trong khi cũng chịu ma sát ngược, một số vật liệu có thể bị trôi vị trí nhẹ sau khi bóc và trước khi lấy.
Thông số cần thiết
1. Chiều rộng lớp lót
2. Đường kính trong và ngoài cuộn
3. Có màng bảo vệ trên hay không
4. Kích thước bộ phận đơn và bước / bố cục mảng
Yêu cầu cơ bản
• Vật liệu phải tách sạch khỏi lớp lót trong thử nghiệm gập ngược (bóc), không có hiện tượng chảy keo rõ ràng.
• Lớp lót nên ưu tiên PET không đàn hồi với độ dày khoảng 0.05 mm để ổn định tốt nhất.
• Lớp lót phải không có vết dao; nếu không có thể xảy ra đứt hoặc tách lớp khi bóc.
• Lớp lót phải không có mối nối. Dự trữ ít nhất 500 mm lớp lót trống ở cả đầu và đuôi; khoảng cách từ bộ phận đến mép ≥ 5 mm; giữ ít nhất 2 mm khoảng trống xung quanh mỗi bộ phận.