Product Portfolio
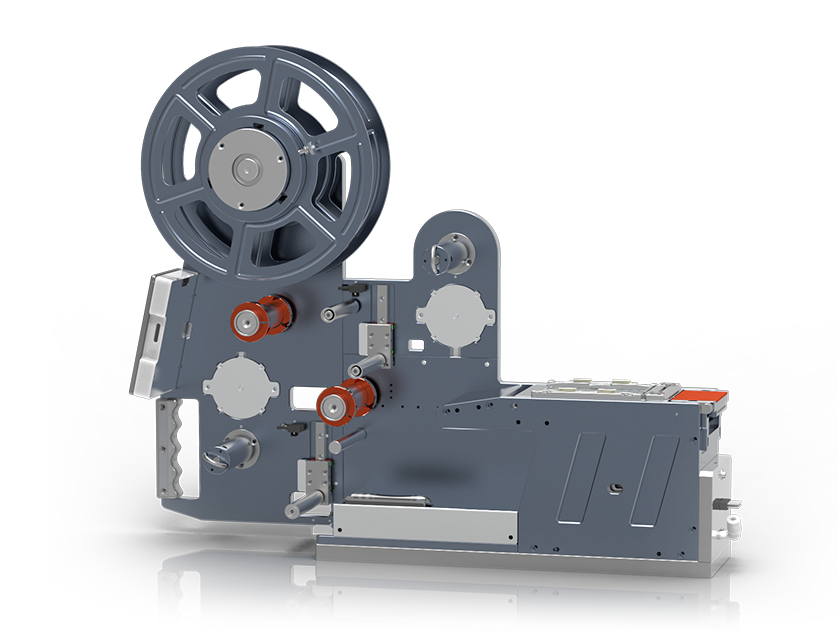
RED-CMF-S
Short-body feeder
Clean, compact in-line integration
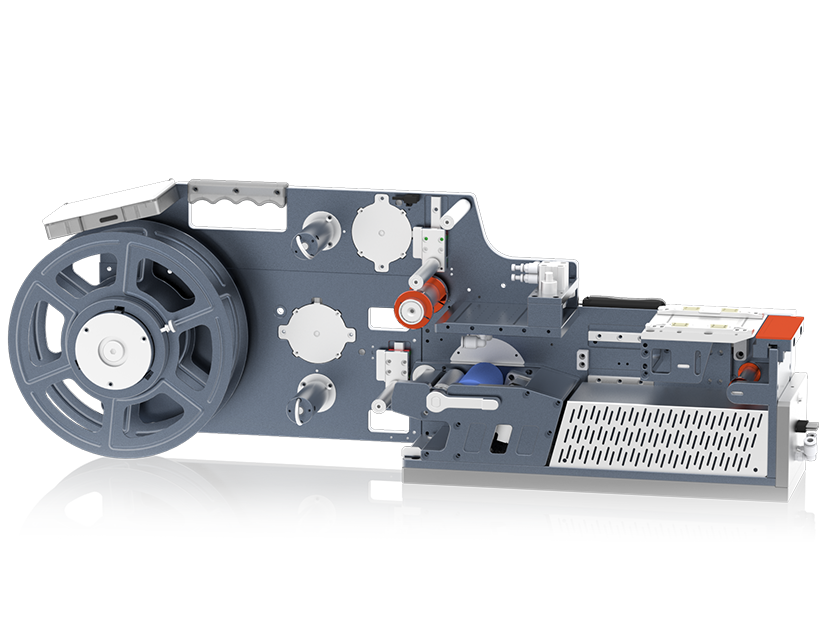
RED-CMF-L
Long-body feeder
Easy roll changeover outside the machine
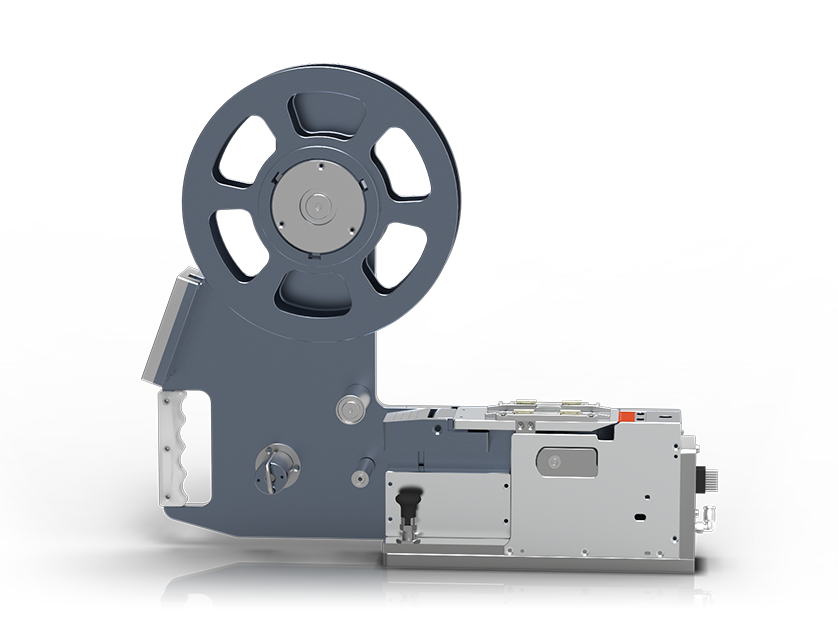
ARD-CPF-S
Compact short feeder
Maximize layouts in limited space
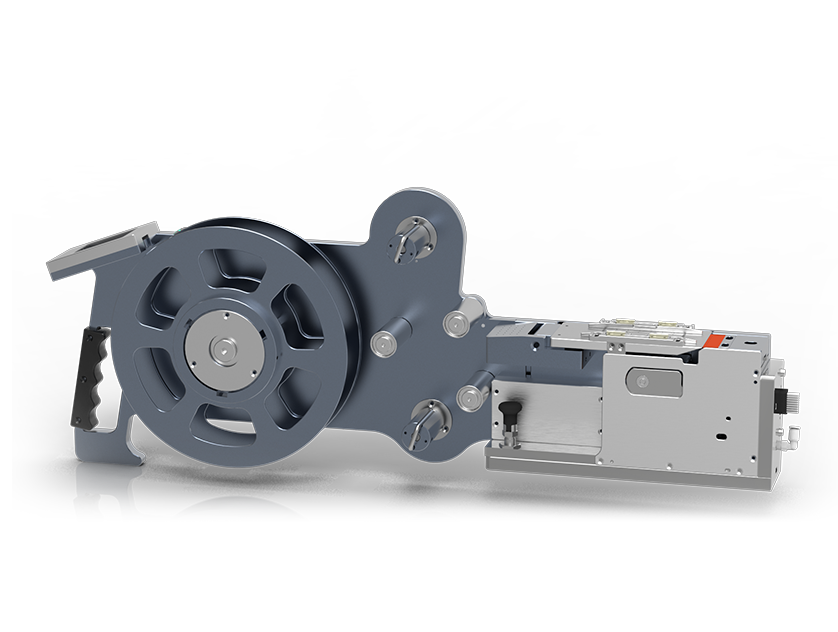
ARD-CPF-L
Compact long feeder
Higher roll capacity within the same footprint
ARD-LBSD100-S
Front-push lift feeder
Customized for die-cut materials with no gaps and strong adhesion
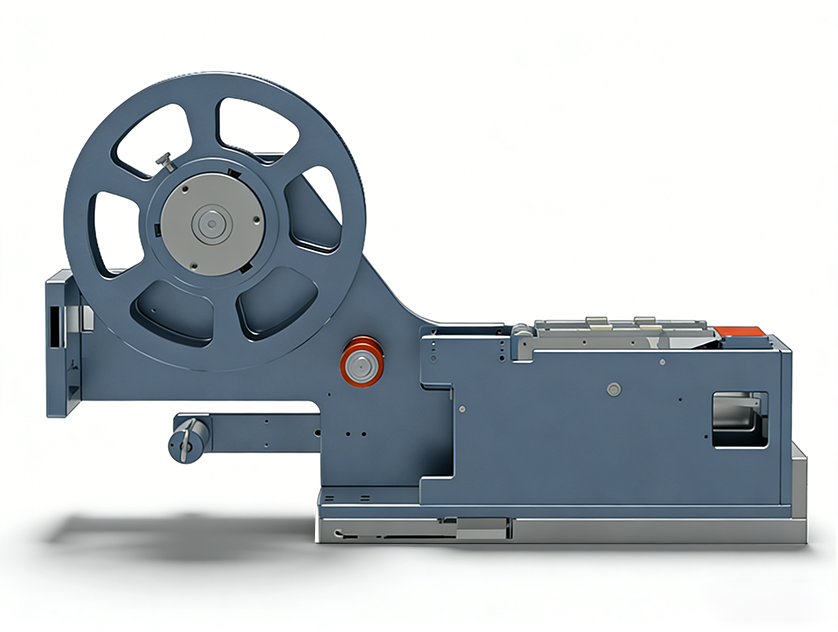
RED-CMF
Easy-peel feeder
Optimized for light-release label materials
Application Scenarios
Feeding Principle
Key Advantages
The peel-first architecture allows multiple rows to be peeled in a single stroke, achieving very high throughput. The mechanism is simple, easy to operate and maintain, and offers a clear cost advantage for most die-cut film and label applications. Feeder accuracy ±0.3mm.
Limitations
Because the web is driven onto the non-stick platform by liner tension while also subject to opposite friction, some materials may exhibit slight position drift after peeling and before pickup.
Required Sizing Parameters
1. Liner width
2. Inner and outer roll diameter
3. Whether a top protective film is applied
4. Individual part size and pitch / array layout
Basic Requirements
• Material should separate cleanly from the liner in a fold-back (peel) test, with no obvious adhesive bleed.
• Liner should preferably be non-elastic PET with a thickness around 0.05 mm for best stability.
• Liner must be free of knife marks; otherwise breaks or delamination may occur during peeling.
• Liner must be splice-free. Reserve at least 500 mm of blank liner at both head and tail; part-to-edge distance ≥ 5 mm; keep at least 2 mm clearance around each individual part.